三菱PLC GX Configurator-SCを使用したRS-232C無手順プロトコル通信
三菱QシリーズPLCのシリアルコミュニケーションユニットの無手順プロトコルでバーコードリーダなどの相手機器とプロトコル交信を行う場合は、通信処理をすべてラダープログラムで作成する必要がありました。
GX Configurator-SCの通信プロトコル支援機能を使用して、送受信用プロトコルをあらかじめ登録しておき、プロトコル実行用のラダープログラムを作成するだけで、簡単に相手機器とのプロトコル交信を行うことができます。
目次
GX Configurator-SCの通信プロトコル支援機能でプロトコルを作成する
GX Configurator-SC 通信プロトコル支援機能の起動
GX Configurator-SCはGX Works2から起動します。
- [ツール]-[通信プロトコル支援機能]-[シリアルコミュニケーション]を選択する
- 通信プロトコル支援機能が起動する
通信プロトコルを作成する
今回は渡辺電機のデジタルパネルメータA6000シリーズとRS-232Cで接続し、無手順プロトコル通信で測定値の読み出しを行います。シリアルコミュニケーションユニットはQJ71C24N-R2を使用します。
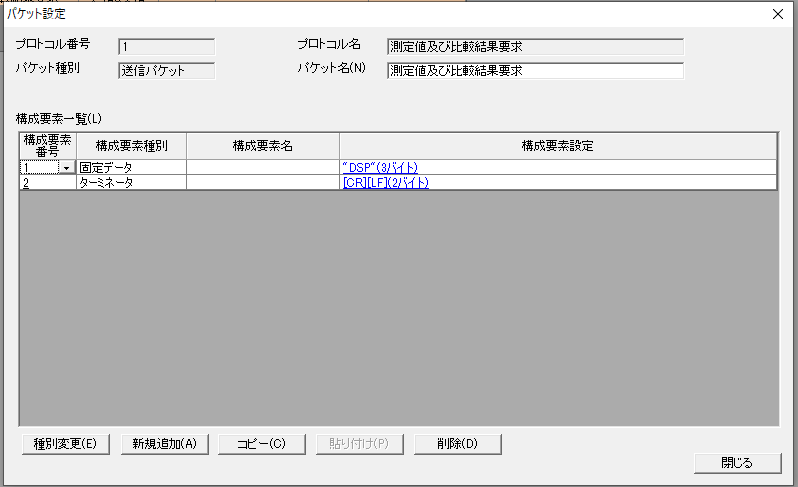
・測定値読み出しコマンド:”DSP”
- [新規追加]-[プロトコル追加]-[種別:新規追加]-[OK]を選択する
- [メーカ]、[型式]、[プロトコル名]を入力する
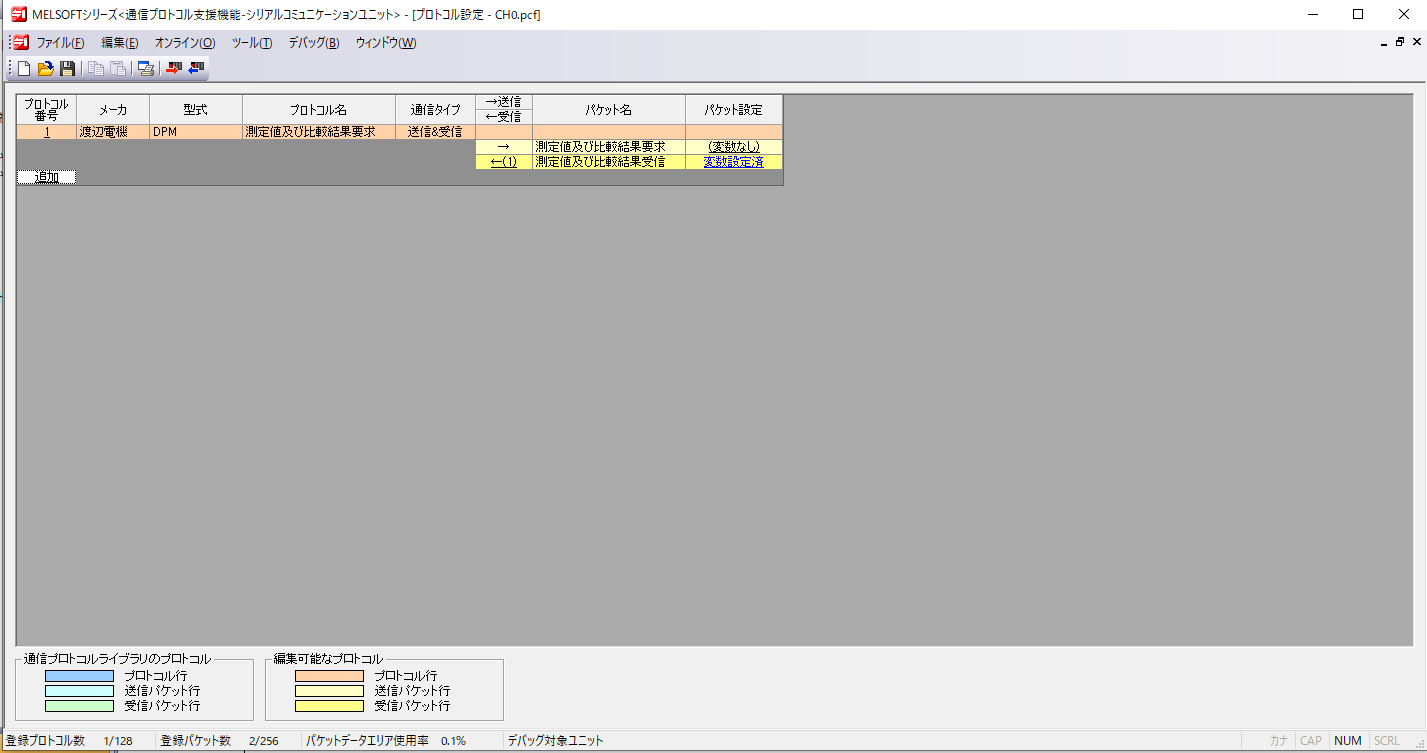
- [通信タイプ:送信&受信]を選択し[パケット名]をそれぞれ入力する
- 送信の[パケット設定]を選択し、コマンドを設定する
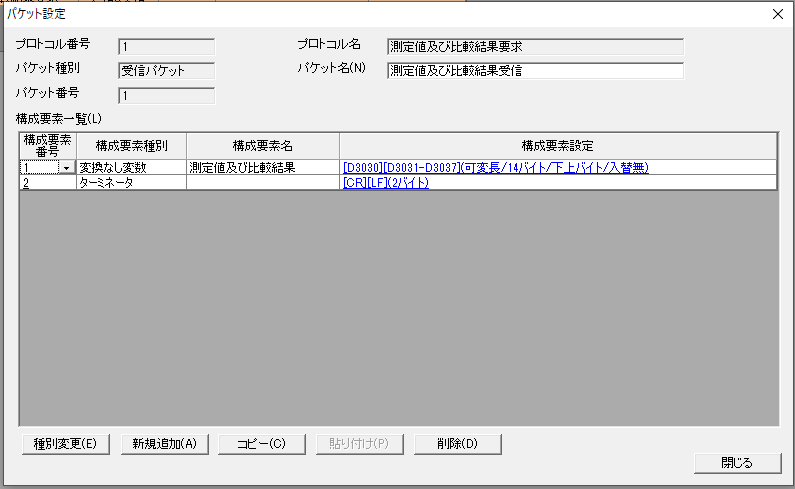
- 受信の[パケット設定]を選択し、受信したデータの格納先デバイスを設定する
作成したプロトコル設定をユニットに書き込む
- [オンライン]-[ユニット書込]を選択する
- [ユニット選択]で書込み先のユニットを選択する
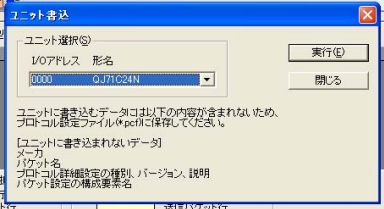
- [実行]を選択し、書込みを行う
GX Works2でシリアルコミュニケーションユニットのスイッチ設定をする
シリアルコミュニケーションユニットのスイッチ設定をします。伝送設定は接続する機器の設定に合わせます。
- プロジェクトツリー内の[インテリジェント機能ユニット]-[0000: QJ71C24N-R2]-[スイッチ設定]を選択
- [伝送設定]、[通信速度設定]は接続する機器の設定に合わせる
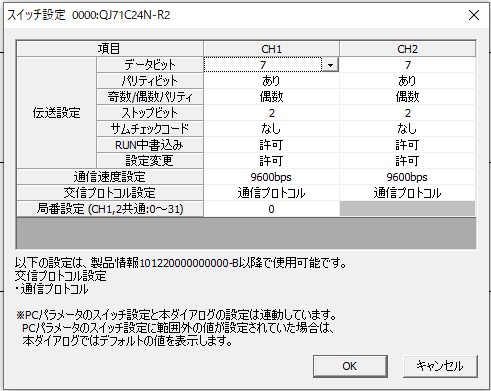
- [交信プロトコル設定:通信プロトコル]に設定する
- [OK]を選択し設定を確定する
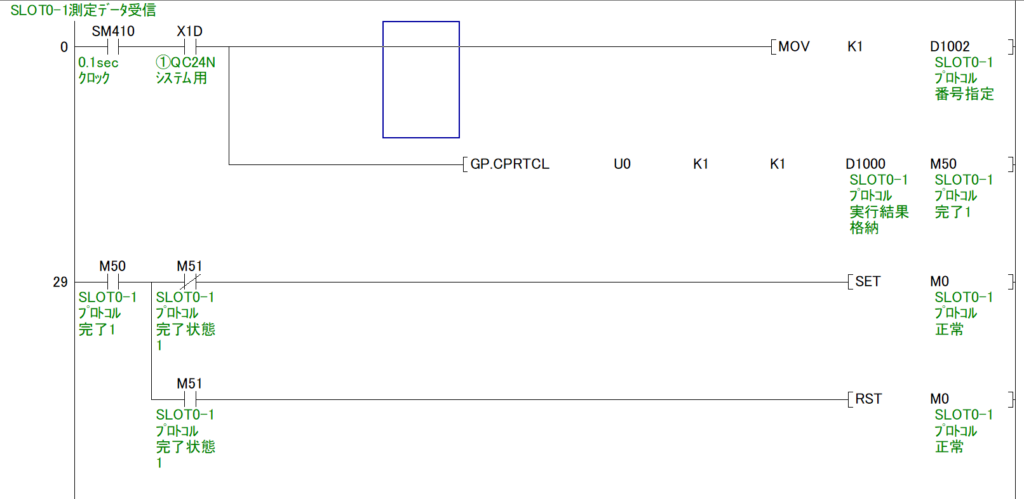
プロトコル実行用のラダープログラムを作成する
プロトコル実行用のラダープログラムを作成します。このラダープログラムを実行し送受信が正常に行われると、通信プロトコル作成時に設定した格納先デバイスに、受信データが格納されます。受信したデータは文字列ですので、数値として運用する場合は別途ラダープログラムの作成が必要になります。
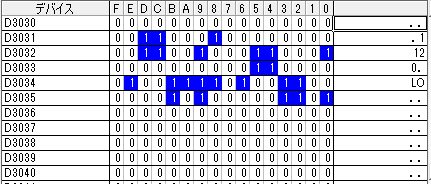
ラダープログラムを実行し、通信の確認をする
PLCにラダープログラム、インテリジェント機能ユニットパラメータを転送し、測定値が受信できるか確認します。
三菱PLC GX Configurator-SCを使用したRS-232C無手順プロトコル通信 まとめ
あらかじめ通信プロトコルを設定しておくことで、簡単な設定と数ステップのラダープログラムを作成するだけで通信を行うことができました。通信プロトコルは一度作成すれば他のプロジェクトにも流用できるため、通信処理部分のラダープログラムの設計工数を削減することができます。

